
仕上げ。

ステムシャフトの大端部はステム下部及びベアリングレースへ圧入されます。
この際、要求される精度は1/100~2/100程度。これ以上寸法がずれるとゆるゆるになるか、キツ過ぎて圧入できなくなります。
ごまかし。

さすがにこの精度を削り出しで実現するのは私の技量ではかなり厳しいので、ペーパーで研削することでクリアランスをあわせます。
マイクロメーターを使用しながら、気長にそろえます。もうノギスでは見切れない領域です。これで大端部は完了です。
ねじ切り準備。
次は小端部。
小端部はピッチ1mmの22mmネジが切られており、上部ベアリングレースやトップボルトを締結します。さすがにこのサイズのダイスは持っていませんので旋盤でネジ切りすることにします。
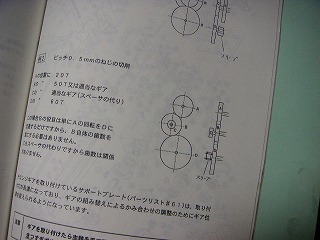
まずはマニュアルを引っ張り出し、ピッチ1mmのギア組み合わせを確認。
CNCから初期化。

モーターユニットを取り外し・・・
準備完了。

ギアを組み付けます。なんか久しぶりの光景です。
主軸を含めた完全CNCによるネジ切り(オール電化?)も試してみたいのですが、脱調するとお終いですからちょっと躊躇してしまいます。
ここはやはり、信頼の機械式かと。
ねじ切り開始。

あとはマニュアルどおりにネジを切るだけです。
とはいうものの、それなりにノウハウはあります・・・!
ノウハウ。

「ミニ旋盤を使いこなす本」には切削抵抗を減らすためにトップスライドを傾ける方法が紹介されていますが、相手がアルミ(しかも切削性の高い材質)の場合、そのような工夫はせず普通に正面から切り込んでも大丈夫なようです。
旋盤である以上バックラッシュは必ずありますから、バイトを戻したあと助走をつけて(?)必ずバックラッシュを除去する必要があります。
また、22mmの雄ネジの外形は21.8mm程度ですから、あらかじめネジの呼び径よりも0.2mm程度マイナスした直径に材料を削っておくこと。
あとは練習あるのみ。
私はバイトは自作のものを使用しましたが、ネジ切りをよく行うのであればスローアウェイのネジ切りチップを用意しておくほうがよいと思います。
完成間近。

大端部に抜け止Cリング用の溝を切って、最後に突っ切れば・・・











