
ちょっとした便利小物を作ってみようぜっ!

スクロールチャック。
ミニ旋盤を使おう ①材料の固定でご説明した通り、本来は材料を旋盤で回すために使用する固定器具?です。が、意外と便利な別の利用方法があります。
筆者の愛用している旋盤は寿貿易さんのFL350Eですから、そのスクロールチャックのサイズは標準で80mm、最大でも100mmです。ですが、筆者の工房(いい響き!)には、220mmのスクロールチャックが転がっています。
Yahooオークションで購入した中古のスクロールチャック、「ミニ旋盤を使おう ①材料の固定」で偉そうに
- 中古チャックを購入される際は「内・外」両方の爪がそろっていることを忘れずに確認しましょう。
などとほざいている割にはこのチャックの外爪は所有していません。だからこそ格安で入手できたのですが。
そう、このチャックは旋盤に取り付けるために購入したのではありません。「丸モノ専用バイス」として購入したのです。画像をご覧ください。垂直に掴むことが困難な220mm長のステンレス製アクスルシャフトを、いとも簡単に垂直に保持しています。
この状態でプレス機に掛けることもできます。非常に便利です。
が、このサイズのスクロールチャックの角穴は11mm角であり、手持ちのTハンドルではサイズが合いません。あ、このチャックは外爪だけではなくTハンドルも付属していませんでした(だから格安)。
Tハンドルを自作してもよいのですが、今回はもっと安直に解決します。
作図。
では設計します。
角穴は先に書いた通り11mm角、これを17mmのレンチで回せるようなアタッチメントを開発します。
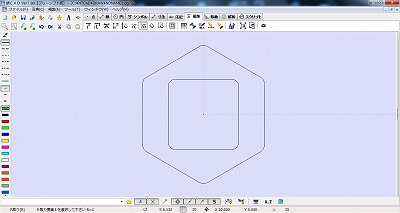
図面はいつも通り「鍋テック」の鍋CADを使用しています。
CADを使えば正方形も正六角形も簡単に書けますから、それを重ねあわせてさらにR取りで半径1mmのRを取ります。
あっという間に図面完成です。これをCut2Dへ食わせます・・・
切削パターン作成。
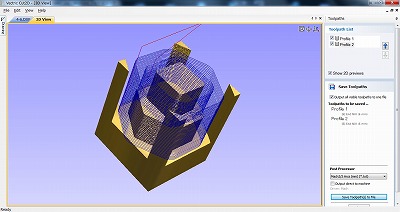
いつも通りの「Cut2D」で切削パターンを仕上げます。
それではお待ちかね?切削データです。
| 使用ツール | monotaro TiAlNコート2枚刃超硬エンドミル ギャッシュ当てタイプ 6mm |
|---|---|
| 回転数 | 1,800回転/分 |
| 切り込み | 0.5mm・・・少な目で加工しています。これを深くすると確かに生産性は上がるのですが、騒音が増します。剛性の高いマシンであれば、もっと増やしたほうがむしろ安定すると思われます。 |
| 送り | F240・・・これも、かなり遅めです。アマチュアCNCマイスターの方はF1,000(毎分1000mmということです)くらいで工作されています。が、私はエンドミルを折ることがなによりも大っ嫌いなのと、騒音防止のために思い切り送りを遅くしています。 |
工程1。外径を削ります。
では、さっそく加工に入りましょう!
22.2mmの丸棒、恐らく2017。実は、使い古しのGPZ900Rのノーマルハンドルのハンドルバーを切断加工して使用しています。
加工動画も上げておきます。雰囲気を掴んで頂ければ。
削りあがりました。

加工時間は20分くらいでしょうか、丸棒から
- 四角棒
- 六角棒
の結合体を削り出すことができました。
むう、なぜか切削面が汚いなあ、と思っていたらX軸のカップリングが破損していました。
工程2。面取りします。

次は面取りです。
フライス加工の面取りではなく、旋盤での面取りは簡単です。
材料を旋盤に咥え直し、バイトでさらっと角をさらいます。
できました。

と、いうことでできました四角→六角アタッチメント。
17mmレンチに組み合わせると、うん大丈夫ぴったりです。
装着、完成。

220mm径の巨大スクロールチャックに差し込みます。
うん、うまいこと圧入の手ごたえです。プラスチックハンマーで叩きこんで、完成!
これでまた生産性が向上しちゃいますね。こういう小物の開発もまた、楽しいものです。












