
購入しておくべきスペア品
Amazonで購入できるとはいえ、3Dプリンタは消耗品と呼ばれる部品が存在します。
あなたが3Dプリンタにハマれば印刷時間はどんどん増えていき、48時間ぶっ続けで印刷、なんてこともザらになるはず。貴重な時間を無駄にしないため、以下を購入・ストックしておくことをお勧めいたします。
LCDパネル
最低1つは手元に置いておきましょう。もしAmazonで購入できるなら即買い!です。このあたりの消耗品は供給が安定せず、特に後継機が販売されると入手難になります。その場合はeBayなど海外サイトでの入手は可能ですが、輸送にそれなりの日数が掛かります。
商用的に使用するならば機会損失は無視できないロスですから、故障したら即交換、の体制が必要です。
プラットフォーム
プラットフォームも意外と消耗します。具体的には、印刷面のサンドブラスト処理がすり減っていきます。それが原因であれば粗目(80番~120番)の紙やすりで筋を付ければいいのですが、例えば
突然印刷物がプラットフォームから剥がれた
ような場合、原因の切り分け(トラブルシュート)を効率的に行うためにもまっさらなプラットフォームは1つもっておくとよいです。
タンク
タンクも破損は考えにくい部品ですが、これは単にFEPフィルムを張り替える時間を節約するため、です。FEPフィルムは定期的に交換すべきパーツですが、結構手間です。またやたら小さいなべねじが大量に使用されており、ネジまたはタンク側のネジ穴を舐めるケースもあります。
なので、慌ててFEPフィルムを張り替えてミスをしないよう、予備のタンクを用意してそちらで印刷をしながら慌てないでのんびりフィルムの張替えを行いましょう。
Z=0の謎(Elegoo製品)
Elegoo製品・・・以外にもあるのかもしれませんが、私はsaturnしかもっていないのでElegoo saturnの話としてお聞きください。
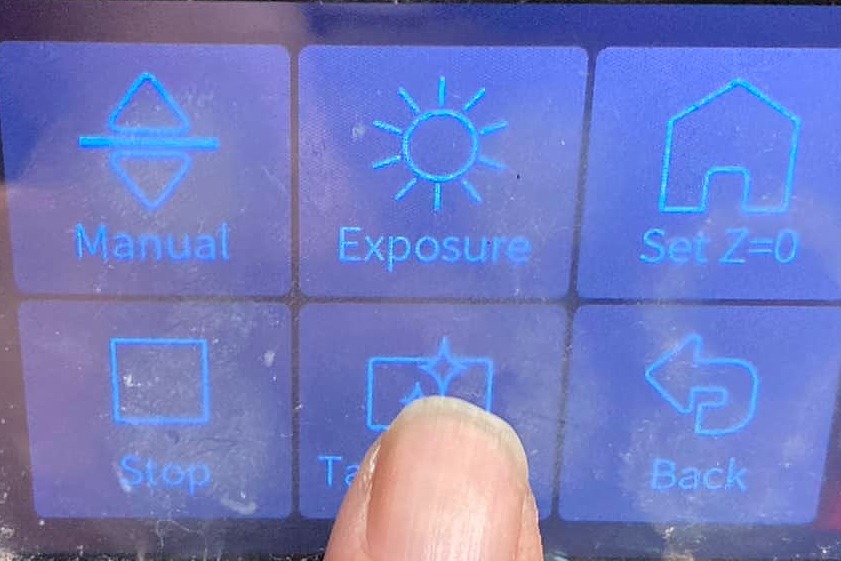
Elegoo saturnのコントロールパネルには「ホームボタン」があります。また、Z=0ボタンもあります。
3DプリンタはCNCフライスと違って稼働軸が1軸しかありません。ですから、CNCにはX,Y,Zそれぞれの軸を0リセットする機能がCNCソフトにありますが、オールインワンの3DプリンタにはZ軸を0リセットする機能が本体についているというわけです。
ここでややこしいのが以下の動き。
- ホームボタンを押すと、機械的なリミットセンサの位置までプラットフォームが下がります。
- 印刷を開始すると、Z=0の位置までプラットフォームが下がります。
で、出荷時はリミットセンサの位置とZ=0の位置は一致しています。
だから、ホームボタンを押して、プラットフォームの水平面出しを行って、そのまま印刷ができるわけです。
さて問題はここから
何らかの事情で「リミットセンサの位置とZ=0の位置」がずれると、それを修正しなければなりません。
リミットセンサの位置とZ=0の位置がずれるケースとして、
- 印刷時にゴミ等が挟まってZ軸のステッピングモーターが脱調(パルスは来てるのにモーターが回転できず、ガガガと音を出す現象)してしまった
- 誤ってZ=0ボタンを押してしまった
等があります。
こうなると、いくらホームポジションでプラットフォームの水平面出しを行っても印刷に失敗します。
3Dプリンタの場合、現在のZ軸の位置を示す表記がないため(CNCフライスであればデジタルメーターで物理的位置を表示させる、CNCソフトの表示を見る等で確認できるのですが)この現象、特にホームポジションとZ=0の差が小さいときは恐らく気づくことはできないはずです。
私が経験した事例、
ホームポジションよりZ=0の位置が0.2mm程度上だった
というケースでは、事象としては「印刷物がプラットフォームに密着せず、部分的に剥がれる」でした。そりゃそうだ、最初の隙間が大きいわけですから。
通常この現象がでれば、
- プラットフォームが傾いているのではないか
- プラットフォームのサンドブラスト加工がすり減って定着しにくくなっているのではないか
- レジンが冷えていたのではないか
- 初期層の露光時間が短かったのではないか
- LCDが壊れているのだろうか
等を疑うはずです。そしてどんなに調整をしても、初期層の露光時間を100秒にしても、LCDを変えたとしても印刷は成功しません。いやらしいのが、初期層の露光時間を延ばすと「症状がある程度改善しちゃう」んですね・・・。
長々と書きましたが対策は容易で、
プラットフォームの水平面出しを行ったらZ=0ボタンを押してホームポジションとZ=0を一致させる
ことで解決します。この操作は副作用はありませんので、プラットフォームへの印刷物の定着が甘くなってきたら、プラットフォームの水平面出しと合わせて実行されることをお勧めいたします。
プラットフォームのレベリング(キャリブレーション)について
ELEGOO Saturnにはレベリング用の「厚紙」が付属しています。
たいていの機種ではコピー用紙が指定されるのに、それよりはるかに厚い厚紙です。これを嫌って使用しない人がたくさんいますが(私もそれを他の人にはお勧めしますが)私は厚紙を使用しています。
クリーニングトレイの照射時間は標準15秒ですが、恐らく0.2mm前後の層ができます。つまり初期照射の1発目は、実はかなりのクリアランスに対応していることがこれから見て取れます。そして初期照射1発目のクリアランスがある程度広いということは、そこにゴミがあっても「初期層に取り込まれる」んですね。ちなみにクリアランスが広いことによるプラットフォーム離脱のリスクを減らすのが「ガラコ」です。
これをシビアにFEPフィルム等を使ってゼロクリアランスに「してしまう(とあえて言う)」と、かえってゴミにシビアなセッティングになるんじゃないか、という仮説です。
私は生産性を重視していますから、季節が変わる、環境が変わるで照射パラメータをいちいちいじりたくないのです。その視点では、生産物のエッジがシャープに出るか否かにもろ影響が出る通常印刷時の照射時間はそれなりにシビアに追い込みますが(これはCADでのモデリングと密接に関係しているので、本音を言えば照射時間だけで語るのはナンセンス)、初期照射に関してはあえてダルな設定にしています。その結果、レジンを除去する回数は私の場合は極めて少ないです。
だって時間が掛かるし面倒なんだもの。
たとえるならピストンクリアランスを詰めた上質な柔らかいオイルと入念な暖気が必要なエンジンと、広めのピストンクリアランスだけど硬めのオイルを入れておけば問題ないエンジンがあるように、ここに選択肢があると思っています。そしてなぜかカツカツのセッティングを目指してしまう人が多いなあ、と・・・。
クリーニングトレイでできた固形物の取り出し方
印刷に失敗してフィルムに印刷物がくっついたまま(=プラットフォームに印刷物がないまま)の場合、タンク内の印刷カスを取り除く必要があります。
この際にLEDを全面照射させる「クリーニングトレイ」で固めとるのが一番お勧めなのですが、問題はそのクリーニングトレイ後にできるシート状の固形物の取り除き方。
まず、絶対にやってはいけないのが「スクレーパーや爪でひっかいて取り出すこと」。
どんなに丁寧にやっても、大事なFEPフィルムにダメージを与えます。恐らく次のFEPフィルム交換で驚くでしょう、こんなに傷をつけていたのだと・・・。そしてFEPフィルムへのダメージは、当然レジン漏れ、それに伴うLEDパネルの破損という大惨事に直結しますから極力避けなければなりません。
また、よくある手法として「タンクを外してフィルムを裏から押す」という方法もあります。
これも押しすぎたり爪を立ててしまうと(猫か)FEPフィルムにダメージを与えます。丁寧にやれば問題ないですし、同時にレジンを抜きたいという理由があるのであればこの手法でいいはずです。
でも、いちいちタンク外してレジンを濾過しつつ抜いて・・・は面倒です。ちなみに私はCNCフライスのエンドミルの付け替えすらメンドクサイ、極端なめんどくさがり屋です。
お勧めの方法は以下です。
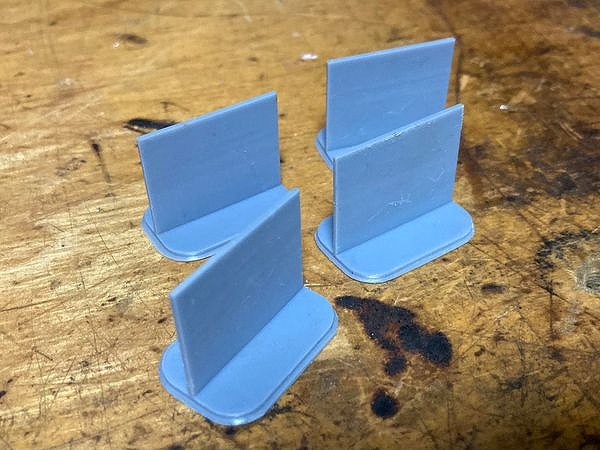
T字型のパーツをあらかじめ印刷していくつか手元に置いておく
このパーツは容易に作成できます。趣味の3DCAD(Fusion 360) 基本的な使い方(猿でもわかるFusion360)で紹介している技法のみで、恐らく5分も掛からずにモデリングできるはずです。
何かを印刷する際に、開いた隙間にこのモデルを配置してついでにいくつか印刷して手元に置いておけばよろしいかと。
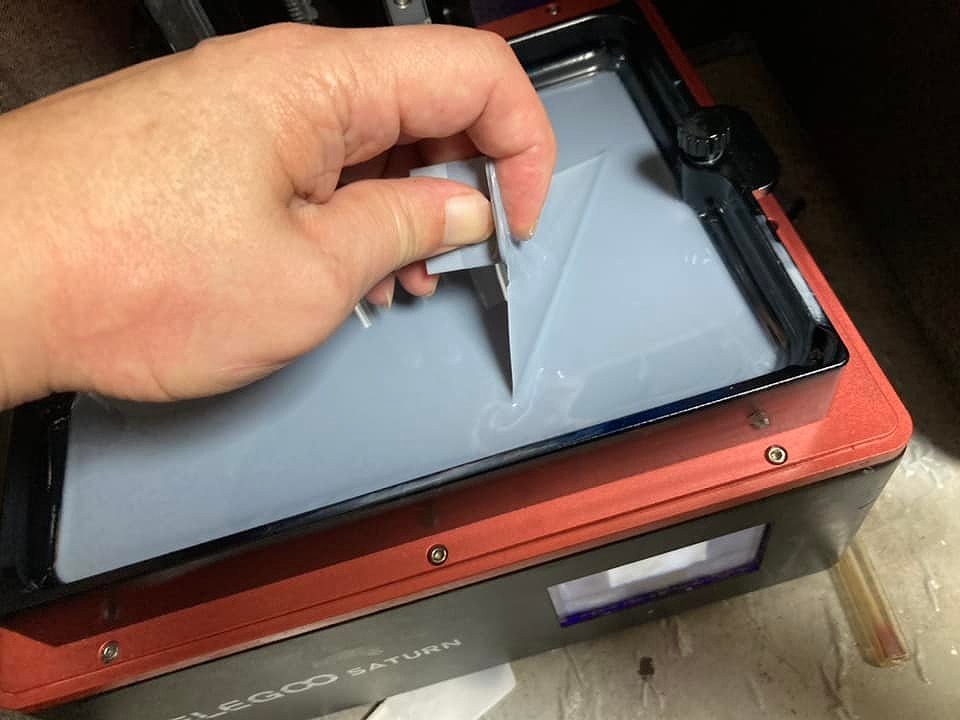
クリーニングトレイを行う「前に」、このT字パーツをフィルムに押し付けておく
しっかりと押し付けてください。置いただけ、だとダメです。

クリーニングトレイを行う
クリーニングトレイが完了したら、T字パーツを丁寧に引っ張る
すると、全面照射で作成された印刷物がぺろりとはがれてきます。
恐らく最もフィルムにダメージが少ない方法なのではないかな、と思っております。ご参考になれば。
ちなみにたいていの固形物はこの方法で除去できますが、レジンをかき混ぜてしまった等で浮遊しているゴミがある場合は除去できません。
その場合はレジンを抜き取り、濾過する作業が必要ですのでご留意を。











