
加工対象観察。

KSR80。未だに人気ありますね~。4st化してKSR110として今も販売は継続されています。
キャブとしてはなんといいますか、普通のキャブです。材質は鋳造アルミ、切削性もよく加工相手としてはそんなに難易度が高いわけではありません。
正面から。

ただ、なぜかエアボックス側のファンネル?の中心に穴が開いておりません。ファンネル側でつかみたいのですが・・・。
純正ボアは18.0mm、これを19.5mmへというご依頼。削り代は半径で0.75mm、うーん。本当ならファンネル側を4つ爪インディペンダントチャックでつかむべきなのですが、傾かないように芯出しする自信がありません。
セッティング。
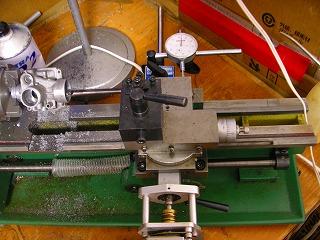
ということで3つ爪スクロールチャックを使用しインシュレーター側をつかみます。
使用する内径バイトホルダーは住友イゲタロイ製、BBPT-608R。新品は高価ですが当然中古、オークションでGetです。
そしてわずかな切削量を制御するためにマグネットスタンドでダイヤルゲージをセット、直径方向の送りをミクロン単位で計測します。
切削。

あとは簡単、CNCを自動送り代わりに使用して往復方向それぞれF25、切り込み0.1mm、回転数毎分300回転でじっくり削ります。
問題は精度です、私は20mm以下の深い穴の底内径を精密計測できる計測機器を持っていないのです。計測機器、ホントに高価でなかなか手が出ない。
切削・・・。

ある程度削ったところでいったんキャブを取り外してインシュレーター側からノギスで計測。
残切削量を算出し慎重にキャブを再セット、残量を切削・・・。 この「取り外し工程」を省きたかった。
できた?

はい、1時間も掛からず作業は完了。
見た感じ、十分な面精度を持っているように見えます。けど。
面精度はOK。

研磨をしていないにも関わらず、また完全ドライ切削にも関わらずつるっつるの仕上がりです。ビビリ・バイト目はまったく残っていません。本職用のバイトホルダはさすが素晴らしいです、価値ある投資です。
肝心の切削後ボア寸法は?
0.05mmマイナス・・・。

お、惜しい・・・19.45mm。
さすがに外してしまったキャブをもう一度セットして0.05だけ均等に削ることはできません(傾いて装着してしまったら穴が楕円になってしまう)、ここでギブアップ。うーん、小径用のシリンダボアゲージ、必須かなあ。
あとはオーナーに届けて寸法誤差を説明、快諾して頂き作業無事完了!
と、言うわけで、FL350E、精度はなかなかのものです。
ダイヤルゲージ等の計測機器を駆使することで、0.05mm未満の精度を十分狙うことができます。シリンダボアゲージさえあれば、0.01mmまで追いかけられたと確信しています。いいマシンです、FL350E。
本項、おしまいです。











