
動機。

X-1をはじめとしたマイクロフライス盤、お値段を考えたら十分に納得のいく作り(まあ、いろいろご不満はあるでしょうが)です。
が、やはりどうしても何とかしたいと思う点が2点あります。
1つ目はモーターの弱さ。少し負荷をかけると保護回路が働いて主軸が停止してしまいます。別テキストで書いた通り、これが手加工であれば大した問題ではありませんが、CNCの場合は主軸が停止しても各軸は止まりませんからしばしばエンドミルの破損を引き起こします(エンドミル高いし!)。
2つ目は樹脂ギア。もうこれが定期的に壊れます。具体的には、キー溝がトルクに負けて壊れちゃうんです。対して高い部品ではありませんが、こういうので手が止まるとがっかりですよね。
ギアのローギアード&金属化。

と、いうことでこれらをチープに解決するために今回はギア比とギア素材を変更することでトルクを稼ぎ、ギア強度も改善しようという魂胆です。
今回はギア比変更もかねていますので、オリジナルマインドさんより4枚のギアを購入しました。この組み合わせで、ノーマルのLowスピードの3.5倍のトルクが稼げる計算となります。
1.すでに付いているギアのそれぞれのモジュール・歯数を調べる。
2.それを元に、それぞれのギアのピッチ円直径を調べる。
3.それぞれのギアのピッチ円直径がわかれば、全ての軸間がわかります。
4.軸間にあうように、適合する組み合わせのピッチ円を持つギアを選定する。
5.注文!
S45Cギア。

手に持つとずっしりとした重み。そりゃS45Cで歯は焼入れ済、なら強度あるよなあ。
そして次は・・・
主軸ギア。
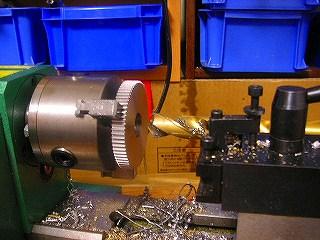
スピンドル用の軸は20.0mmと極太です。
こんなサイズの軸穴は標準ではありませんので、旋盤で加工します。本来はインディペンデントチャックでセンターをきっちりあわせないといけないのですが、持ってないのでスクロールチャックで済ませます(いいのかなあ)。まあ、フィーリングで調整する、と。
軸穴は大胆にテーパードリルであけっ放し、リーマーなんて通しません。その理由は、やはりもってないからです。まあ、元の樹脂製ギアよりはマシっぽいのでOKOK。
キー溝は外注へ。

結局キー溝加工は外注に出しました。
城南キーという業者さんへ連絡を取ります。見積りのやり取りを何度か経て、加工を依頼しました。電話も交えた打ち合わせののち、わずか数日でキー加工されたギアが返送されてきました。
具体的な金額は控えますが根性無しの私にとって、キー溝加工工具を自作する手間と時間を考えたら格安といえる金額で加工して頂きました。
カラー作ります。

ものを作るとたくさんのカラーが必要になります(それとも私の設計が悪いだけかも?)。
正確なカラーを作るためには旋盤が必須です、こいつがなければ何もできません。
X-1はもともとLow-Highと2段切り替えなのです。残念ながら今回のスーパーLowギア計画に際して、この2段切り替え機能を取り外します。ギアを大きくしたら、そのスペースがなくなってしまうからです。抜いたギアの隙間を埋めるためにカラーを作ります。
カラーできました。

いつもどおり真鍮やアルミなど、ありあわせの材料で・・・
組み合わせます。

組み合わせるとこのように。ちょっとカラーが太すぎですね。
組み付けます。

組み付けます。
設計は正しかったようで、無事に組みあがりました!1時間ほどカラで回して慣らしのフリ。あ、グリスをきっちりと入れておくことをお忘れなく!
ノーマル比3.5倍にLowギア化されたスピンドルは重々しくしかし力強く回ります。スロットル(?)全開で恐らく350回転/分。お、遅すぎる??
まあ、動かしてみればいいか。。。なお、全てのギアをモジュール1に統一してしまいました。よーくみると、スピンドルのCリングがとんでもないことになっていますが、見逃してくださいっ(合うサイズがなかったので穴用を軸につけてる)。











