
ねじ切り
ねじ切り。
ネジなんでダイスで切ればいいんじゃない?と思われるかもしれませんが、旋盤でネジをきることができるといくつかの大きな利点があります。
- どのようなピッチ、サイズのネジでも自由に切ることができる。だから、高価なダイスをそろえなくてもいい。
- びしっと芯の出た正確なネジを切ることができる。意外とダイスは(ねじ山が短いときは顕著に)曲がります。
特にバイクのステムシャフトのように複数のサイズのネジがあるパーツを切る場合、それぞれダイスを用意するのはコスト的に大変ですし、また複数のネジを1本のシャフトに正確に切るのは、ダイスでは(私の腕では)かなり困難な作業です。
面倒そうに見えて意外と簡単なのがこの「旋盤によるねじ切り」です。ぜひマスターしちゃいましょう。
使用する工具
ねじ切りには専用のバイトを使います。
ねじ切りバイトもやはりいろいろな種類があります。代表的なものをご紹介しましょう。
- ハイスバイト
- スローアウェイバイト
の2種類です。
| 工具名 | 画像 | 特徴 |
|---|---|---|
| ハイスバイト |
画像準備中 |
|
| スローアウェイバイト |
|
|
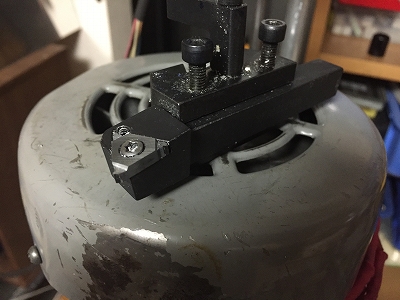
いずれにせよ、ここはスローアウェイのねじ切りバイトを購入することがよろしいと思います。
専用のゲージ等をしようして、ハイスバイトを研ぐことももちろん可能ですし私もそうしてました。
相手がアルミ系であればそれでもかなりきれいにネジが切れますが、ステンレス等を相手にしようとしたら手研ぎでは、正確さと切れ味の維持に骨が折れるのです。
ねじ切りの実践。まずは下準備。

まずは、ネジを切る箇所を、下準備としてきれいな円筒状に削っておきます。
たとえば、M6のネジを切るとしましょう。ネジ部となる円筒部、直径どれくらいで削っておけばいいでしょう?
え、M6なんだから6mmなのでは?と思ったあなた、残念ながら不正解です。
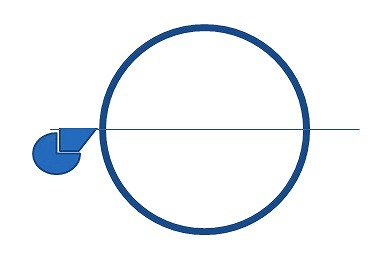
ネジの山はとがっておらず、ある程度丸まっているのが正解なのです。つまり、ネジの相手となるナットの谷は鋭い谷となっておらず、もしネジ部の山が鋭い角を持っていると、そのネジはナットにはまりません。
そのまま、はまるまでネジを切り続けたら・・・スラスト方向にガタのあるネジの出来上がり、です。これではネジの役割を果たしません。
実際、M28のネジを切ろうとしたら、下準備で削る円頭部の直径は27.6mmくらいでよいようです。
この「どれくらいネジ山を丸めるか」の規格をずいぶん探したのですがみつかりませんでした、おそらくJISなどで決まりがあると思うのですが・・・ご存知の方、ご指摘頂ければ幸いです。
ですから、コピーするボルトがあればその直径を実測して「下準備の円筒削り」の直径数値とすることをお勧めいたします。
ねじ切りバイトをセットします。
下準備の円筒削りが終わったら、ねじ切りバイトをセットします。
やはり刃先の高さ合わせが最も重要です。具体的には、切削物の回転中心そのもの、ど真ん中、でよいと思います。
切削におけるパラメータは
- 切り込み量
- 送り速度
- 回転数
の3つですが、ねじ切りの場合は
- 切り込み量
しか関係ありません。なぜなら、ねじ切りはギアを組んで主軸回転と送りを直結させますし、その主軸の回転も手回しハンドルで行うから、なのです。
切り込み量は使用する機械や刃物によりますが、ここは思いっきり少な目のほうがうまくいきます。
私の場合、相手が2017だったとしても、1回の切り込み量は0.05mmとしています。
当然、ダイヤルゲージの出番です。
ねじ切り用のギアと、手回しハンドルをセットします。

たいていの旋盤にはねじ切り機能がついており、またたいていのミニ旋盤にはねじ切り用のギアがついています。
このギアを説明書にしたがって組むだけで、さまざまなサイズのネジを切ることができます。
ちなみに大型旋盤はギアが内蔵されておりレバー切り替えだけでよい・・・みたいです(大型旋盤を所有したことがないので知らない!)。
また、「手回しハンドル」もたいていのミニ旋盤にはオプションとして用意されていますから、これも忘れずに購入しましょう。
もちろん、自作してもよいです!
マイクロメーターをセットします。

次にマイクロメーターをセットします。
先に書いたとおり、切り込み量はわずか0.05mmレベルでコントロールしますから、当然目分量ではどうにもなりません。
ダイヤルゲージは往復台にマグネットスタンドでセットし、刃物台の移動量を計測できるようにしておきます。
・・・工作テーブルが汚くて恐縮です・・・
では切ります。
では、早速切りましょう。
作業は単純な繰り返し作業で、
- 切り込み量だけ刃物を送る
- 刃物台を右手前に押し込み、往復台および刃物台の遊びを取る
- 手回しハンドルで刃物を送る
- 切り終わったら刃物を手前に逃がす
- 往復台を初期位置に戻す
の繰り返しです。ここは動画を見て頂いたほうがわかりやすいので、そちらをご覧ください。
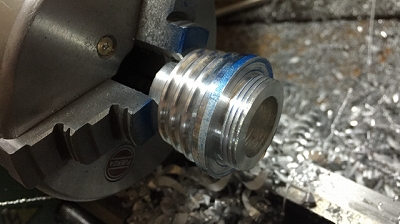
ネジのできあがり。

これでネジ切りは完了です。
いかがでしょう、意外と簡単でしょう?
作業時間も思ったより短いのです、この作例はかなり短いねじ山でしたがこの程度であれば10分もかかりません。
この形状、短さ・・・ダイスで正確に切るのは困難です。
どうしても曲がってしまうのです。なぜ断言できるのかって?
そりゃ、試して失敗したからですよ(笑
仕上げ

最後に、ネジ山の終わり部分を突っ切りバイトでさらって完成、となります。
ここをさらっておかないと、最後までネジが入らないのです。
いかがでしょう、意外と簡単な作業で自由にネジを切ることができます。ぜひ、トライしてみてください。











