
中ぐり加工
旋盤は円筒形のものしか削ることができません。
しかし、周囲を見回すと多くの機械、道具、工芸品がいわゆる「円筒」でできている・・・ことは、「穴あけ加工」でもご説明した通りです。
特に、円筒形の中心に穴を開ける理由は非常に多く、ちょっと考えただけでも
- ローラーなど回転する円筒の心棒を通すため
- ネジを通してカラー・スペーサーとして使うため
- 液体や気体を通すため
など、いろいろな用途があります。
旋盤は、円筒型パーツの
- 中心に
- 長く曲がらずに
穴を開けることを得意としており、そのテクニックの一つが「穴あけ加工」です。そしてその穴を
- 精密に
望みどおりのサイズに拡大する作業が、「中ぐり」なのです。
先に言っておきますが、この技術は奥が深いです・・・できれば、私はやりたくありません。
使用する工具
中ぐり加工を行うためには、中ぐりバイトが必須となります。選択肢は
- ハイス完成バイト
- スローアウェイバイト
の2種類でしょう。
| 工具名 | 画像 | 特徴 |
|---|---|---|
| ハイス完成バイト |  |
|
| スローアウェイバイト |  |
|
大抵の場合、セットで購入した「完成バイトセット」に「中ぐりバイト」も入っているのでそれをお使いになるケースも多いと思います。が、筆者はそれはお勧め致しません。(そもそも、完成ハイスバイトをお勧めしません)。
中ぐりはなんのためにやるんでしたっけ。そう、
芯穴を精密に拡大する
ためにやる作業ですよね。そのためにはなによりも
- 鋭い切れ味
- 剛性の高いシャンク
が必須です。Yahooオークションを使うなりして、中古で構いませんからスローアウェイの超硬シャンク中ぐりバイトを入手されることをお勧めいたします。
中ぐり加工の実践
では、さっそく実践してみましょう。
完成バイトにしろスローアウェイにしろ、中ぐりバイトはその刃先の高さ合わせがとても重要です。ですから、持っているのであれば「クイックチェンジツールポスト」などを使用して、刃先を精密に合わせるべきです。具体的には、切削物の回転中心より心もち下、に合わせるわけです。
この「心もち」が非常に難しく、数値で言えば恐らく0.1mm前後でしょうか。ちなみに刃先が上に出ていると音ばっかりでてまったく削れません。
1回の切り込みは僅かです。私の場合は0.05mm~0.1mm程度まで抑えます。そのぶん、何度も何度も刃物を往復させて少しずつ削っていきます。なぜなら、中ぐりはとても難しいので慎重にならざるを得ないからなんです。
中ぐりが難しい理由

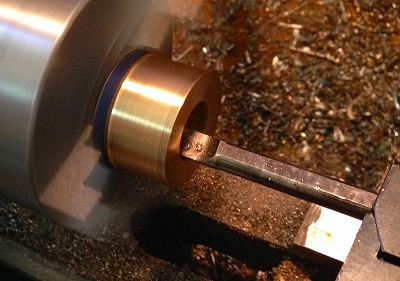
理由その1。画像を見て頂ければわかると思いますが、
のです。刃先が見えませんからどれくらい刃が食いついているか見えません、手掛かりは音と手ごたえだけ。
理由その2。たとえ超硬シャンクを使ってても、
のです。一説では、中ぐりバイトのシャンクの3倍~5倍(8mmシャンクならば24mm~40mm)の深さが、精度を保てる限界とも言われています。
切り込みを大きく、送りを速くすればそのたわみはより大きくなります。ですから、兎にも角にも
なのです。実際の加工動画をご覧ください。
加工データは以下の通り。
| 材料 | 快削ステンレス(SUS304)20mm丸棒 |
|---|---|
| 使用刃物 | スローアウェイ超硬シャンクスローアウェイ中ぐりバイト |
| 使用旋盤 | FL350E |
| 回転数 | 毎分500回転前後 |
| 切り込み | 0.05mm |
| 送り | F40 |
中ぐり作業の完了

中ぐりが完了したら、私の場合は最後は現物合わせになります。
銀色のステンレス棒を差し込み、クリアランスを手ごたえで計ります。あとわずか、わとわずか・・・
シリンダボアゲージを使用してももちろんよいのですが、最後は手ごたえの勝負です。ちなみに軸と加工物のはめあわせが「締まりばめ」の場合、許容誤差はわずか0.01mm未満です。
画像の右奥には「精密加工モード」としてセットされたマイクロメーターが見えます。でも。最後の計測はこのメーターではありません、あくまでも手ごたえ勝負です。このミクロン単位の際を「己の指」で感じ取ることができるようにならないと、中ぐりは完成しないのですね。
だから私は、とっても苦手です!万難を排して、中ぐりを回避しますワタシ。
穴はドリルの開けっ放しでよいこととし、軸側の外丸削り側でサイズ微調整する
中ぐり加工を回避ために、私はかなりの投資をしてテーバードリルを揃えました、ハイ。まあ、私のレベルなんてそんなもんです~
ただ、どうしても中ぐり加工が必要なケースもあります。そういう時は、もちろん腕を振るいますよ。











