
バックラッシュは機械である以上避けられないのですが。
日本工業規格(JIS)において、歯車の記述によく出てくる言葉です。ギアのかみ合わせにはある程度の隙間が必要で、その隙間によるギアの遊びがバックラッシュ。
バックラッシュがなければギアは動くことはできません。
フライスのテーブルを動かすためにはハンドルを回しますが、ハンドルを回したその回転は親ネジを回し、それがテーブルに固定されたナットを移動させることでテーブルを移動させることができます。
先ほど書いた通り、ギアにはバックラッシュがなければスムースに動く動くことができません。
が、その必要不可欠なバックラッシュは残念ながらテーブルとハンドルの移動に誤差を生じさせてしまいます。この章で表現するバックラッシュは、ギアの遊びのだけを指すではなく
- ハンドルとテーブルの動きの誤差
を指します。
さて、フライスにおいてバックラッシュを発生させる箇所は2つあります。
- ハンドルの回転軸の遊び
- テーブルナットの遊び
の2つです。
ハンドルの回転軸の遊びを取り除く。
ハンドルの回転軸の遊びの取り除き方は、その機種によって様々です。
大抵の場合は1つ、ないし2つのナットを回すことで吸収することができます。
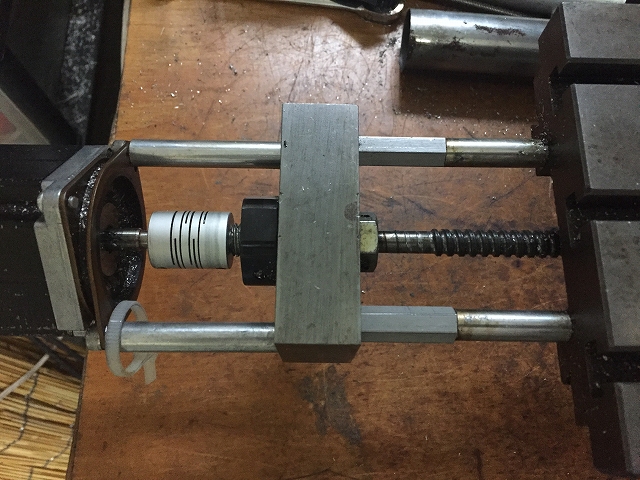
私のフライスは自作の回転軸機構が付いていますのであまり参考になるとは思えませんが、一応ご紹介いたします。
回転軸を表、裏から挟み込むようにナットが装着されています。このナットを互いに回して締め付け、適切なところで固定することで遊びを極小化することができるってわけです。
機構はカンタンですが、その調整にはある程度コツがあります。
- 締め付ければ遊びは減りますが、ハンドルの回転トルクが多く必要になります。
- 緩めれば遊びは増えますが、ハンドルの回転トルクが少なくて済みます。
そして、ハンドルの回転トルクが多く必要だと、「脱調」のチャンスが増えてしまうのです。
脱調。CNC加工における悪夢。
ステッピングモーターがトルクに負けてパルスの分だけ移動できないこと。
これが発生すると加工は失敗。高価な材料と掛けた時間がおしゃかでございます。
ここはある程度の遊びは許容して、できる限りハンドルが軽い状態で、かつ極力バックラッシュが少ない状態を作り出しましょう。
え、バックラッシュは残ってていいの?
まあ、いいんです(笑
テーブルナットの遊びを取り除く。

テーブルナットは大抵のフライスは「すり割りナット」になっています。
すり割りナットとは、ナットの一部にすり割り(溝)が入っており、またそのすり割りを広げるためのネジが付いています。
ボールねじを採用している場合はこの「すり割り」はありません。高価なボールねじはバックラッシュ除去機構が付いていますが、大抵のボールねじはそのボールねじの精度に頼る形になります。そして精度はほぼ価格に比例するんです・・・
このネジを回してすり割りを広げることでナットの遊びを殺すことができます。
その調整度合いは「ハンドルの回転軸の遊び」の取り方と一緒、ハンドルの回転トルクが軽い状態で、かつ一番遊びを殺した状態をキープしましょう。
これで一応の「遊びのを取り除き」は完了です。
では次に、「遊びをできる限り取り除いた状態」でのバックラッシュを計測します。
そう、バックラッシュは取り除き切ることはできません、必ず残るんです。
バックラッシュの計測。のためにデジタルノギスをゲット。
それでは、ここまで苦労して詰めたバックラッシュを計測します。
もう一度注意!バックラッシュを取り除くことに注力しすぎて、ハンドルの回転トルクがきつ過ぎる状態になっていないことを確認してください。ここでハンドルが重いようでは、このあとのCNC加工で「脱調」して失敗します!・・・まあ、その失敗もまたいい経験というか、必要経費といいますか・・・。
バックラッシュ計測に必要なものがあります、それは「デジタルノギス」。最近はずいぶん安くなりました。1/100mmが計測できるもので、そこそこ安いものをチョイスしましょう。Amazonなどで容易に入手することができます。

GAWOOW IP54 デジタルノギス 電池付 150mm 防水
- そりゃもちろん、計測機器といえばミツトヨが一番。ですが、高価ですよね。
- 我々が狙う加工精度、せいぜい1/20mmが限界でしょう。その程度の加工を行うためのバックラッシュ計測には、この手の格安デジタルノギスで十分です。ちなみにワタシ、アナログノギスはミツトヨを使っていますよ。
- ココはバックラッシュ計測用と割り切って、格安デジタルノギスをゲットしておきましょう。最近よくあるカーボン(と称した単なる樹脂)ボディは避けましょう。金属性のノギスでないと計測値に再現性がありません。
では計測しましょう。デジタルノギスをセットします。
購入したデジタルノギスをセットします。
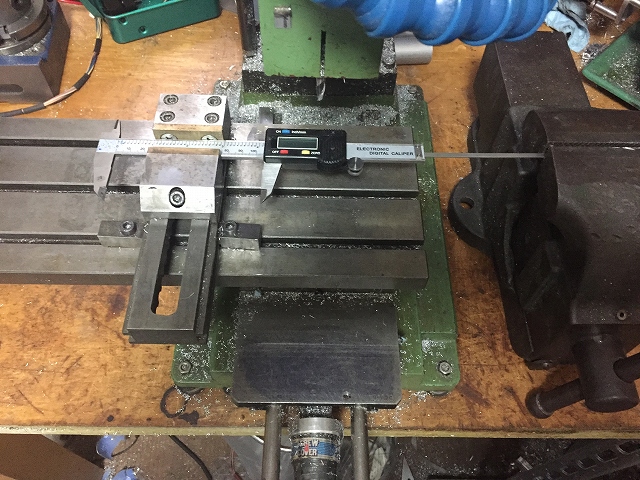
ノギスの「デプスゲージ」の部分(溝の深さを測るための、細い棒)を引っ張り出してテーブルに固定します。
一番良い固定方法は、浮き上がり防止バイスなどをテーブルに固定し、ノギスのボディをバイスにを挟むことです。
そしてノギスのデプスゲージをフライスのボディ、またはフライスを固定してあるテーブルに固定します。
この固定は確実に。何しろ、1/100を計測するのですから。
1/20の加工精度を狙うと言いましたが、1/20mmを狙うにはその5倍、1/100mmを「見る」必要があるんです。
計測します・・・
バックラッシュはテーブルが「往復」したときに発生します。つまり・・・
- テーブルが右方向に移動して
- 一時停止して
- さらに右方法に移動した
ときは、どんなにハンドル回転軸やテーブルナットに遊びがあってもバックラッシュは発生しません。
- テーブルが右方向に移動して
- 一時停止して
- 左方法に移動した
ときに発生するのが、バックラッシュです。
ですから、計測は以下のように行います。ここではX軸を例にします。
- Jog送り(手動送り)で、適切にテーブルを右方向(+方向)に移動します
- デジタルノギスのリセットボタンを押して、表示を「0」にします。さらに、CNCソフトを操作してX軸位置も「0」にします。
- 以下のGコードを走らせます。
G00X10
G00X0
10mm右に走らせて、10mm左に走らせるわけです。
- ノギスの値を確認します。これが、バックラッシュです。
残ったバックラッシュをCNCソフトで吸収します。
この計測値が、あなたのマシンのバックラッシュです。
繰り返しますがこの値はハンドル回転軸とテーブルナットの調整次第で減らすことができますが、それは脱調のリスクとのトレードオフにすぎません。必ずバックラッシュは残ります。
このバックラッシュは、CNCソフトで吸収します。
ほぼすべてのCNCソフトにはこのバックラッシュ吸収機構が備えられています。これは、テーブルの移動が折り返す際にハンドルをバックラッシュ分回転させ、その遊びを取り除く機構です。
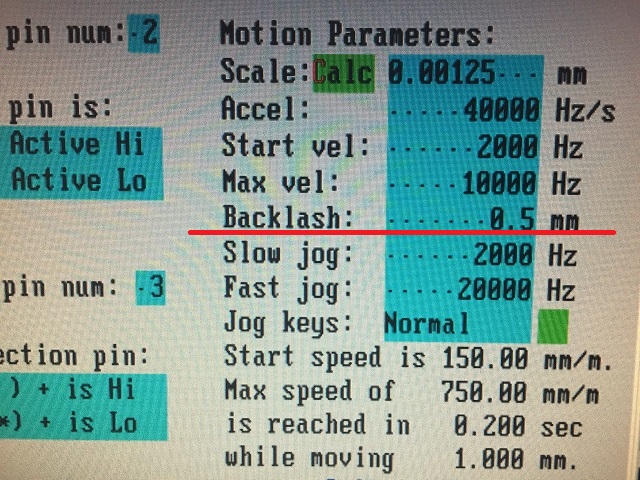
古いCNCソフトで申し訳ないのですが、わたし愛用の(これを使うためにWin98マシンを確保している!)TurboCNCでは、この箇所にバックラッシュ値を入力します。
バックラッシュ値を入れたら、先ほど行ったバックラッシュの計測を再度行いましょう。
計測誤差がありますからピタリとノギスが0を指すとは限りません。その場合はCNCソフトへ入力する「バックラッシュ値」を多少ずらしながら何度も計測を行いましょう。
だいたい、0.02~0.03mm前後に値が収まるようでしたら、バックラッシュの取り除きは終了です!
引き続きY軸のバックラッシュも取り除いちゃいましょう。
試し切り。
バックラッシュの取り除きの効果を確認しましょう。
一番わかりやすいのは、板材に真円を掘ることです。
ここにベアリングがあります。ベアリングは安価なパーツですが、その外径は(内径も)かなりの精度で構成されています。ちょうど外径にぴたりと合う、圧入可能な穴が開くかでフライスの精度を確認しようというわけ。
・・・もうGコードは自分で作成できますよね。「趣味のCAD 基本的な使い方」を見ながらCADで真円を描き、「趣味のCAM 基本的な使い方」を見ながらGコードを生成してくださいね。
では削ります・・・
では、生成したGコードを使用して試し切りしましょう!
説明が前後してしまいますが、刃物のセット方法や位置決めは別途ご説明いたします・・・
出来ました!ばっちりの精度です!

出来上がった穴はこの通り。

ベアリングをはめて見ます・・・うん、ばちっとはまっています!
以上がバックラッシュの吸収方法です。フライスが大きくて剛性が高いほど、そのバックラッシュは少ない傾向にあります。が、小さいマシンでも入念に整備と調整を行い、そして切り込みの小さい軽負荷の加工を丹念に繰り返すことで作品の精度を上げることができるのです。
あと、Z軸の取付精度もきわめて重要です。
大事なことはたくさんありますが、少しずつ説明させて頂きます。ご期待ください。











