
現在装着されている搬送用ボールねじ(C10クラス)を外します。
カテゴリページに記載したように、わたしのX-1にはすでに搬送用の転造ボールねじ(おそらく精度はC10程度)を組み込んであります。
転造のC10といえど、こいつでも装着した当初はバックラッシュ0.05mmというなかなかの数値をたたき出しておりしばらくの間は順調に稼働しておりました。たしか価格はヤフオクで1本8,000円だったような・・・。3軸分で24,000円ですから、当時の私としては結構思い切った投資でした。
が、10年程度使用しているうちにずいぶんとガタが増え、おそらく現在では0.1mmを超えるバックラッシュが発生しています。このレベルのバックラッシュが発生するとソフトウエアのバックラッシュ吸収機構でもきれいに取り除くことができず、カーブ加工などの精度が目に見えて落ちてきます。パーツ加工における外側の加工であればベルトサンダーでごまかしてしまえばよいのですが、ベアリングを圧入するような穴をあけたい場合は加工不可能となります。
ということで今回の中華ボールねじにトライ、となったというわけ。10年ぶりにX-1をリフレッシュします。
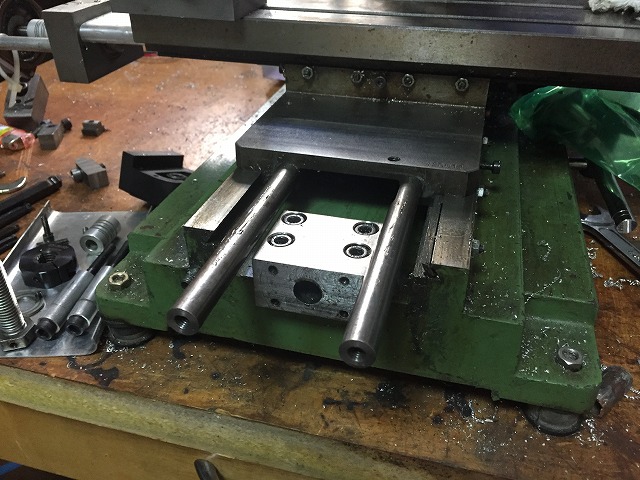
まずは装着されている搬送用ボールねじを取り除きます。これは
- リード:4mm
- ねじ径:10mm
と今回装着する中華ボールねじと同一リードで少し細いもの。

リードが同一ですのでCNCソフトウエアの設定は変更不要。好都合です。ねじ径が一回り太くなりますがこれは剛性アップに貢献します。ナットハウジングが一回り大きくなりますが、それが吉と出るか凶と出るか?
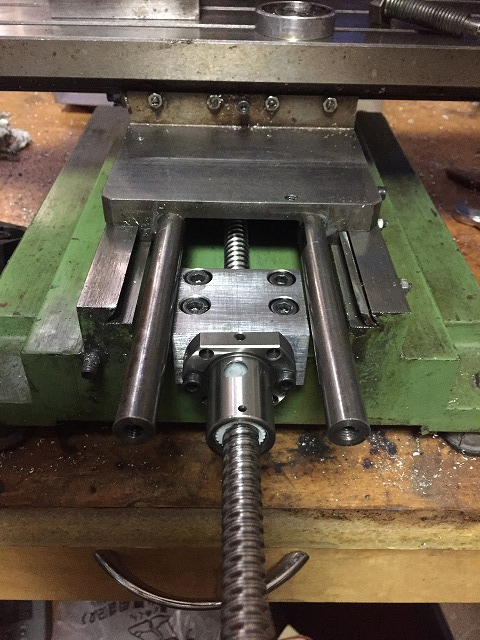
ナットハウジングのねじピッチは中華ボールねじのほうが狭い

ねじ径が2mmアップしているのでナットハウジングも一回り大きくなっています。
が、なぜかねじピッチは狭くなっています。現在使用している(当時削りだした)ナットハウジングマウントを流用することにして、穴を正しくあけなおします。
青ニスを吹いてケガき、ボール盤で穴をあけてタップを切れば完成。既存のねじ穴との関係で2か所しかネジを切ることができませんが、まあ大丈夫大丈夫。
Y軸はまだスペースに余裕があったので、簡単に装着することができました。
次はX軸。
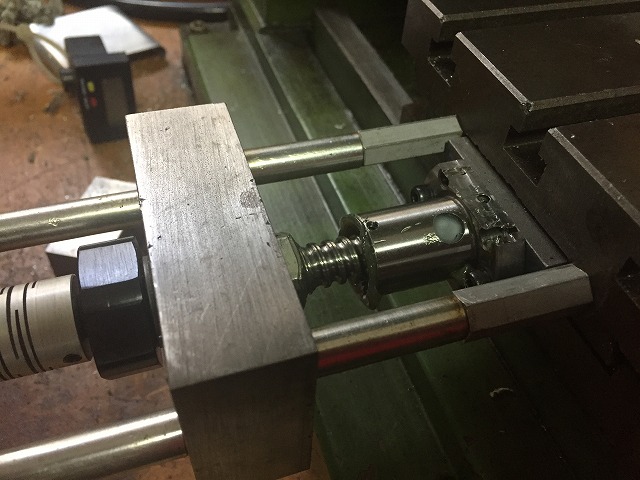
現状でももはやギリギリのスペースしかなく、併せてみるとナットハウジングがテーブルに接触して動きません。仕方ないのでナットハウジングを削ることにします。Monotaroの格安超硬エンドミルを使用しましたが、切込み0.25mm程度で何とか無事に削り込むことができました。

これでなんとかスペース問題はクリア。なんとかX軸に対しても中華ボールねじをインストールできました。
いったんこの状態で、かつ各部のボルトをわずかに緩めた状態で1時間程度、ボールねじを動かして各部をなじませます。もちろん手で動かすわけではなく、簡単なGコード(G00でひたすら最大可動範囲を動かし続けるだけのコード)を手打ちして動かすわけです。
頻繁にグリスを入れ、各部へまんべんなくグリスが回るようにします。ある程度動かしたらすべてのボルトを増し締めし、完成です。
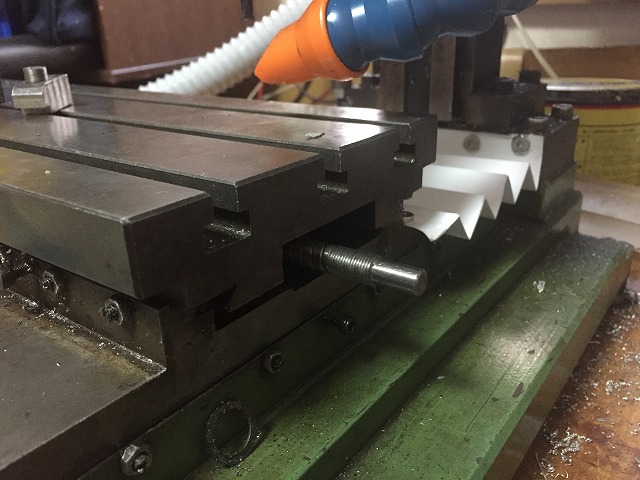
切粉対策として、コピー用紙で切粉ガードを作る

せっかくボールねじが新しくなったので切粉ガードを新設しました。
といっても大したものではなく、蛇腹状に折ったコピー用紙を小さい磁石で張り付けているだけです。当然、切削油等で痛むでしょうが、痛んだら交換するだけ。
さあ、中華ボールねじ(C7)のバックラッシュは?
バックラッシュを計測します。(写真がなくてごめんなさい)
マイクロメーターをマグネットスタンドで取り付け、CNCソフトで2mmずつテーブルを前後・左右に動かして計測します。
アリ溝はかなりキツめに調整してある前提で、0.02~0.04mmという成果がでました。これはじゅうぶん満足できる成果!また、以前使用していた搬送用転造ボールねじのバックラッシュ(0.05㎜)よりも良い数値が出ています。したがって、このSFU1204は表記通りの精度が出ている、と言って差し支えないでしょう。
この2,300円ボールねじ、使えます!
試し切りに、サポートユニットを切り出してみる
では、さっそくSFU1204を実際に使用してパーツを切り出してみましょう。
ベアリング圧入穴をきれいに開けられるか、がポイントとなります。アルミ相手のベアリング圧入穴はおそらく体験的に0.02~0.04mm程度の圧入シロが必要です。ギリギリ、バックラッシュの範囲ですね。ベアリング圧入が必要なパーツ、といえばちょうど(?)X軸のモーターと反対側のボールねじ端部がなんにも支持されていない状態になっていますので(笑)、ここを支えるサポートユニットを作ることにしましょう。
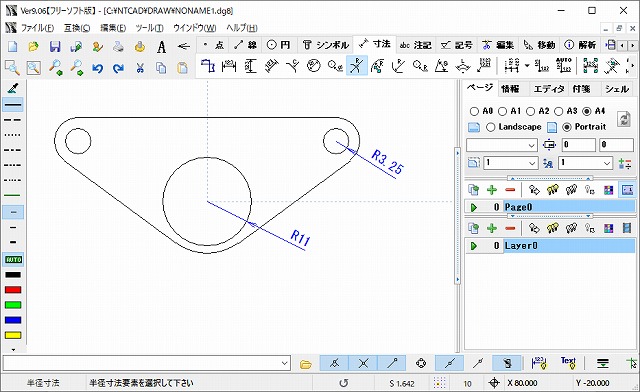
いつもの通り、得意の鍋CADを使用してささっと図面を引きます。
これをCut2Dを使用してGコード化。
その際、ベアリング圧入穴は0.01mmほど小さくあけるようにします。これは図面をそのように描画することでも実現できますし、ツールパスを作るときに6.02mmのエンドミルを工具登録し、それを使用してツールパスを作ることでも実現できます。
1回脱調で失敗、2回目で成功!

完成したGコードを使用し、切削します。
1回目は途中で脱調により失敗、おそらくベアリングユニットの与圧をかけすぎたのが原因でしょう。少しだけ与圧を抜き2回目、無事切削終了!

外形22mmのフランジ付きベアリングも無事、圧入することができました。少々圧入シロがタイトすぎたようです。これは何度か試してみてデータを蓄積する必要がありそう。
テーブルの右側にねじ穴をあけて装着。
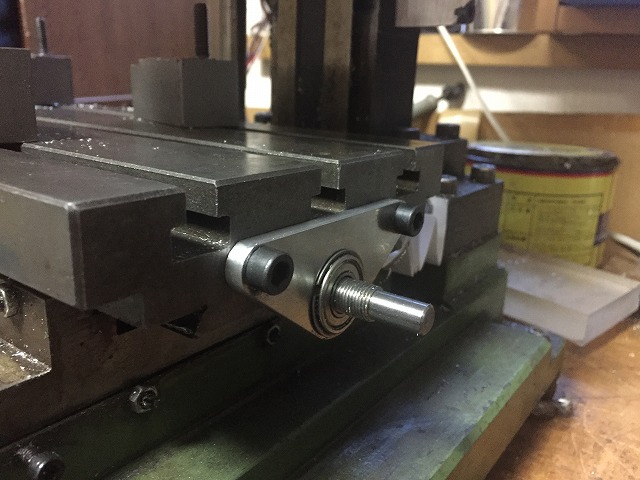
うん、ばっちり決まってます!
ちなみに・・・お気づきの方もいらっしゃると思いますが、なぜかせっかくの与圧調整用のネジがモーターと反対側にある状態でボールねじが装着されてしまっています。これはスペースの都合上、ナットハウジングの装着方向に制約があり、そうするとこのねじ山がモーターと反対側に来てしまうという・・・。慎重に作業すればナットハウジングをいったん取り外して逆向きに装着することはできるようなので、時間があるときにねじの向きを左右反対にしたいと考えております。
格安中華ボールねじ、SFU1204は使える!
ということで、久しぶりのX-1リフレッシュを兼ねて格安中華ボールねじ、SFU1204をレポートしてみました。
信じられない価格(国産の1/5)ですが、まずまずの精度によりアマチュアレベルでは十分使用に耐えうるものと判断いたします。
どれくらい精度が持つのか・・・が不安ではありますが精度が落ちたら買い替えればよい!といえるお値段なわけで、そういう意味でもアマチュア向きといえます。もはや悩んでいるなら買ってしまえ、というコストパフォーマンスでございます。
さあ、X-1の精度もあがったのでまたご依頼品を削りますかね!
以上、「激安に驚け!Amazonで買える中華ボールねじの実力を検証」の項でございました。












