
ミニ旋盤の構造
ミニ旋盤の構造を以下に示します。
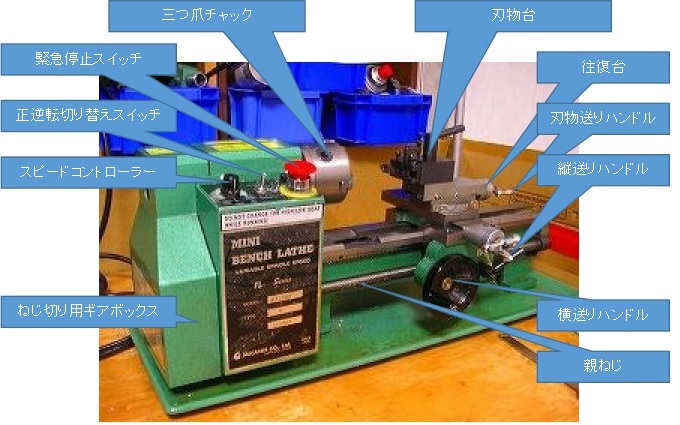
※本体の背後に速度切り替えレバーがあります
この写真のミニ旋盤は寿貿易が輸入・整備・販売している「FL350E」というタイプです。
SIEGのミニ旋盤C2とほぼ同等・・・というか同じもの?どちらがオリジナルでどちらがOEMなのかそれともどちらもOEMなのかさっぱりわかりませんが、とにかくアマチュア金属加工マニアの中でも入門機としては最適なマシンです。
小さい、それこそテーブルの上にものる「卓上旋盤」ですが、各部の構造は一通りそろっています。
C2はオークションなどでもよく見かける機会で、安い時はそれこそ数万円で取引されています。が、提供元によって精度が素晴らしくバラバラらしく、出所が不明なもの、格安なものは避けたほうがよいでしょう。
では、実際に旋盤で部品を切削する工程を見ながら、各部を観察していきます。
バイトの選択
バイトは旋盤で部品を削るときに使用する刃物です。
本来は加工対象物の材質によって向き・不向きがある選択が難しいものですが、たいていの場合ミニ旋盤を購入する際に同じショップさんから購入することができます。

これは中ぐり用のスローアウェイバイトという少々特殊な用途のものです。バイトには
- 左肩りバイト
- 右肩バイト
- ねじ切りバイト
- 真剣バイト
- 突っ切りバイト
- 中繰りバイト
などの種類があります。詳しくは本サイト「ミニ旋盤の使い方 ④外丸削り(外形切削)」の「使用する工具」をご覧ください。
切削速度と主軸回転数
旋盤は回転する材料を、バイトで削る道具です。高速で材料を回転させれば素早く加工は進みますが、そのぶん材料とバイトが激しくこすれるわけで、大きな騒音と高熱を発生させます。特に熱がこもると材料が膨張・変形したり、溶けてバイトに溶着したりとロクなことはありません。
この、材料とバイトの速度差を「切削速度」と呼びます。切削速度は材料の材質と加工工程によって決まっています。
- 材料が固いほど遅く、やわらかいほど速く
- 仕上げ削りほど遅く、粗削りほど速く
さらにややこしいことがあります。主軸は同じ回転数でも、太い材料であれば切削速度は速くなりますし、細い材料は切削速度は遅くなります(中心点では速度0となる)。したがって加工が進むにつれて回転数を調整しなければなりません!
が、ミニ旋盤では実際には切削速度をそれほど真剣には考えません。なぜなら
切削速度は生産性を上げるために加工精度が落ちない範囲で最速を使う
のがセオリーであり、
趣味のミニ旋盤は生産性は考えなくてもいい
からです。さらに
ほどんどの場合、生産性以外に回転数は遅くて困ることはない、むしろ騒音も発熱も抑えられて自宅内作業には向いている
のです。
ですから、ネットで
V = πdn/1000
なんていう式を見つけて困惑しているあなた、ご安心ください(笑)。アルミ合金(ジュラルミン)や真鍮などであれば、前述のC2系旋盤であれば
- 速度切り替えレバー:低速
- ギア:標準(購入時組み合わせのまま)
- 回転速度:スピードコントローラーの中央あたり
を使用すれば、問題なく切削はできます。
慣れてきたら(先ほどは趣味なら関係ないと書きましたが)生産性を上げるために徐々に高速回転にチャレンジしてみましょう。ただし速度切り替えレバーを「高速」で使用することはほとんどないはずです。
ミニ旋盤の使い方
バイトの取り付け
バイトを刃物台の溝に置き、取り付けボルトを均等に締め付けてバイトを固定します。締めすぎるとバイトが曲がりますので注意。何度かに分けて均等に締め付けましょう。

バイト刃先の高さは回転軸の「中央付近」でなくてはなりません。刃物台の仕組みで高さを合わせられるものがありますし、そのような仕組みがない場合は専用の敷板をバイトの下に入れて調整します。
あえて中央付近、と書いたのはバイトの種類によって微妙に上下にずらすときがあるから。といっても、はじめのうちは「ど真ん中」狙いで問題ありません。
バイトの種類と加工方法については、以下の詳細記事をご覧ください。この3つを覚えれば、まず当面は不自由はしないはず。
材料をチャックへ取り付け
材料をチャックに装着します。専用のハンドルを使用してしっかり締め付けますが、あくまでも手で締め付けられる程度のトルクで十分です。
- 固定したら、直ちにハンドルをはずすこと!ハンドルを付けたまま主軸を回すとハンドルがぶっ飛んでケガをします!
- 普段から、ハンドルは必要な時にしかチャックに装着せず、つけっぱなしにしない癖をつけましょう。
材料の取り付けについて、いろいろなテクニックがあります。以下の詳細記事をご覧ください。
切削
いよいよ主軸を回転させます。安全のためにもう一度以下を確認しましょう。
- 材料はチャックに確実に固定されているか。
- バイトは刃物台にゆるみなく固定されているか、十分に材料と離れているか。
- 手で主軸を回転させて、どこにも当たらないか。ハンドルは外れているか。
スピードコントローラーをゆっくりと右に捻ります。

主軸とチャックがゆっくりと回転します。
バイトが材料にぶつからないように慎重に、縦送りハンドルと横送りハンドルを動かしてバイトを材料に近づけていきます。横送りハンドルは親ねじで回すため、少しハンドルを回すだけで大きくバイトは移動しますので気を付けてください。
いよいよバイトと材料が近づいたら、今度は刃物送りハンドルと縦送りハンドルを使用して実際に材料にバイトを押し当てて切削を開始します。

この時、バイトの材料への食い込みを「切り込み」といいます。これも業務用旋盤であれば数mm、という恐ろしい数値が出てきますがミニ旋盤であれば大きな切り込みは物理的にできません。バイトが材料に食い込んで主軸が止まってしまいます。
このサイトのあちこちに書いてありますがミニ旋盤における切り込み量は、アルミ合金(ジュラルミン)や真鍮であれば
- 粗削り:0.25mm
- 仕上げ:0.10mm
を目安としてください。刃物送りハンドルと縦送りハンドルには、バイトを移動させた距離がわかるようにメモリがついています。

その他ミニ旋盤でできること

ミニ旋盤の構造と基本的な使い方のイメージは湧きましたか?
以上でミニ旋盤の構造と基本的な使い方の説明、本当に触りの説明だけですが、をさせて頂きました。
本サイトには基本テクニック、応用テクニック、事例など多くの記事があります。これから趣味のミニ旋盤にチャレンジしたい!という方の参考になれば幸いです。











