
宿題。

【FYH(日本ピローブロック)】 クリーンピロー UFL 08 【 送料無料 一部地域を除く 】
価格:1,512円(税込、送料込)
先週の宿題を片付けます。
ワークテーブルとモーターユニットの本付けを行います。 購入して届いたひし形フランジベアリングユニット。止めネジ方式で十分な固定ができるのか非常に不安ではありますが、まあやってみましょう。こだわり過ぎると進みませんので・・・
追加加工はズレのもと。

仕上がっていたはずのモーターフランジに追加で穴加工をします。
例の「CAD図面印刷貼り付け作戦」はもう使えませんので、まじめにケガき、穴を開けます。・・・予想通りずれたみたいです。こういうのも、フライス盤がCNC化された暁には、切り出しと同時に正確な穴あけを一発加工!(夢だあ・・・)
パーツそろいました。

開けた穴にタップを立てて、ベアリングユニットを組み付け完成。カラーはアルミの10mm丸棒より削りだしました。 真鍮が在庫切れだったので。
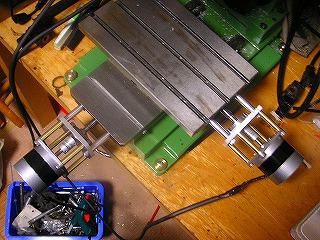
そして装着。

追加加工した穴がずれていたため、長穴加工&調整を行いなんとか装着。
軸の芯を入念に出し、とりあえず手で軽く(ほんとか?)回せるくらいまで調整しました。カップリングがなかったら厳しかったと思います。カップリングとフランジの止めネジを締め付け、手でゆすって思いのほかガタがないことに安堵。
Ready?
そして手元にはTurboCNC導入済みノートPC(古い、パラレルポート付きはコレしか手元になかった)。オリジナルマインドQUATTOLO1。そしてテスト用のGコード。。。
あとは決意のキータイプで動作確認可能、なはず!
試験稼働。
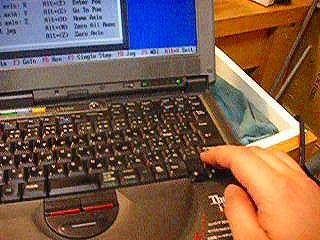
動きましたっ!!Jogモード、Gコード、共にきちんと動作しました!!
こっこの感動をどうお伝えしたらと思いましたが(落ち着けよな)、動画しかあるまいっ!というわけでyoutubeで動画公開。
苦労したのはほとんどソフト関連、つまりCNCソフトであるTurboCNCのイニシャライズでした。このあたり、情報集まりましたら別にページを用意します。しばしお待ち下さい。











