
お絵かき。
では、いつもどおりお絵かきの時間です。
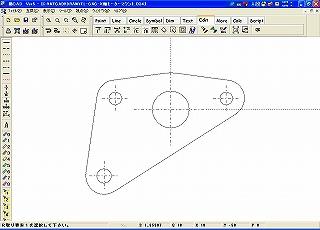
使用するはいつもどおり鍋CADです。そろそろ3DCADにも手を出したいのですが・・・前回更新の最後の画像、自動送りギアマウント用プレートの代わりの装着するベースマウントがこれです。左右に60mm間隔の穴が開いていますが、これは。
お絵かきタイム。
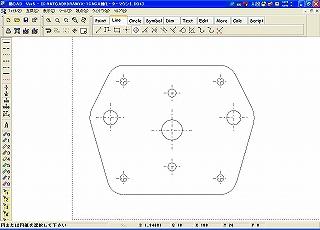
このプレートに連結するためのボルト穴です。
そう、このプレートはX-1CNCのX軸・Y軸で使用しているステッピングモーターユニットに使用されているモーターマウントプレートです。生産性を上げるため(?)モーターユニットは共通化します。なんかカッコよく・・・はないか。
連休を使用して削りだそうと思います。
X-1CNC登場。
X-1CNCを動かすのも久しぶりです。もったいない、どんどんつかわないと。
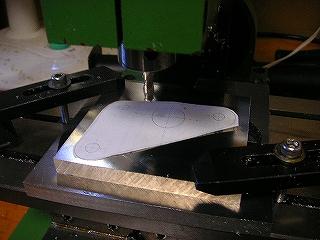
いつもどおりの手順で、原寸大に印刷した型紙を使用して位置決めを実施します。使用するエンドミルもいつもどおり6mm2枚刃、送りもF300。
使用するブランクは2017S、掛かる力を考えて厚めの10mmを使用しています。本来であれば鉄を使うべきですが例によってありあわせ材料(逆に贅沢だ)により2017Sを使用しています。
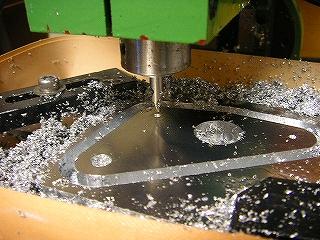
CNC切削。

思いつきで切り粉が飛び散らないようにガムテープでガードしてみました。お手軽な割には効果大、ということはもう少し頭を使ってよく考えれば、もっと切り粉に悩まされないよい方法があるのかもしれませんね。
切削完了後はエンドミルをX0Y0Z50へ移動させ、エンドミルを抜き。。。
追加加工でずれた経験を生かし。

変わりにセンタードリルを装着して。。。
正確な穴あけのために。
あとはその場でちょいちょいとGコードを書き、ポンチ代わりのガイド穴を開けます。
X-Yの移動のみコードで行い、Zの降ろしは手動で行いました。正確に位置決めできるので気持ちいいですね。
切削完了。

はい、切削が完了しました。
外周切削は0.2mmの厚みをわざと残してみました。こうすることで、切り出したパーツが「落っこちる」ことはありません。ジュラといえど、0.2mm程度であれば写真にも写っているような通常の事務はさみで切り抜くことができます。
・・・あとで思いついたのですが切れのよいタガネで打ち抜くって手もありそうですね。
仕上げは秘密?兵器。

切り抜いたあとはベルトサンダーで仕上げます。
厚みがあったので切削には2時間30分掛かりました。
ちなみにその間、たまに切削油を入れに来るだけでほぼ自動運転させて、私は別室で子供と遊んでいます。もちろんモーターのうなりと切削音には絶えず耳を澄まし、トラブルには気をつけています。
仮付け。

仮付けして見るとこのとおり。
うん、ほぼ狙い通りですね。主軸ブラケットが貫通している箇所を上から止めネジで固定する必要がありますが、これも想定の範囲内。











