
R1Zのシフトシャフトは長いんです。
旧車。R1Zは生産終了が1999年ですから立派な旧車ですね。
発売当初はRZRを知る身としては、なんというずいぶんカジュアルなマシンになっちゃったなあ、という印象でしたが今や希少な2stマシンの最新型?筑波サーキットで行われるレース、「テイストオブ筑波」ではフルカウルを身にまとったR1Zを見ることができます。独特の2stサウンド、しびれますねえ。
私の知人も数名、このR1Zのレースマシンを所有しているのですが共通の悩みが「シフトタッチ」。シフトシャフトが長く、しなってしまうためレースのようなシビアな使い方をするとシフトミスを誘発します。1回のミスでコンマ数秒はロスしますから、レースの世界では重大問題。
通常この手の悩みには「シフトガイド」という板を取り付け、長いシフトシャフトのチェンジべダル側の支持部を増やししなりを抑えるのですが、そんなパーツは市販してない、しててもあっという間に絶版になってしまい入手が極めて困難。
ということで、今回は依頼によりR1Z用シフトガイドを作成いたします。
ちなみにこいつは価格8,000円(送料込み、ボルトなし)で一般販売も致します。いないとは思いますがもしご興味がある方はメール(kow_2002@hotmail.com)でご連絡をお願いいたします。
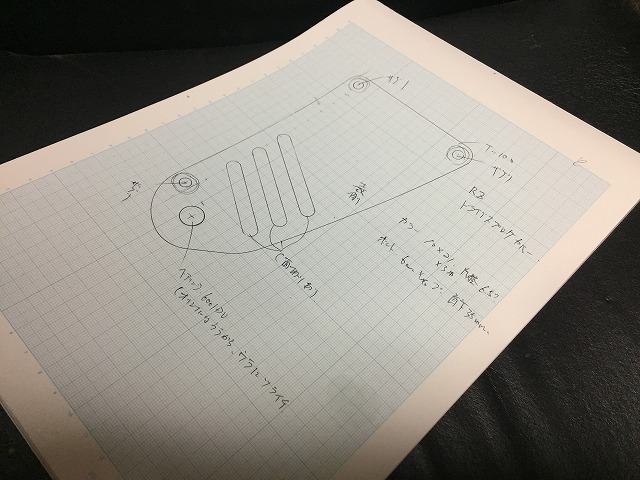
まずは手書きの図面が入手できましたのでこいつをCADで起こします。
デザインは2種類を準備しました。
ボルト穴とシフトシャフトの穴、そして外形を決めればあとはデザインセンスの問題。
あ、市販品はたいてい10㎜の2017(いわゆるジュラルミン)を使用していますが、できるだけ軽く作りたかったので私は8mm圧の板材を採用しています。10㎜もいらんだろココ・・・。
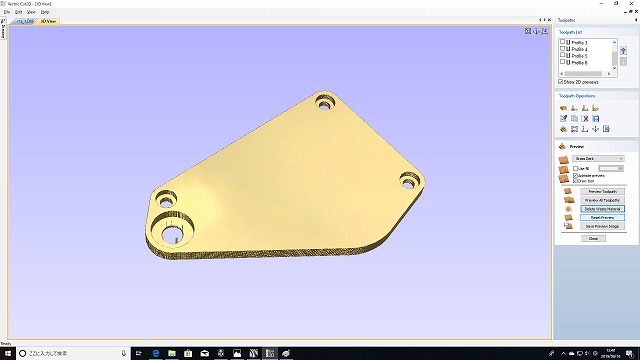
上にあげた画像は、肉抜きを全くしていないプレーンタイプ。さあ、どう料理しようか。まずは80年代カスタムでよく見られたドリルホールかな?
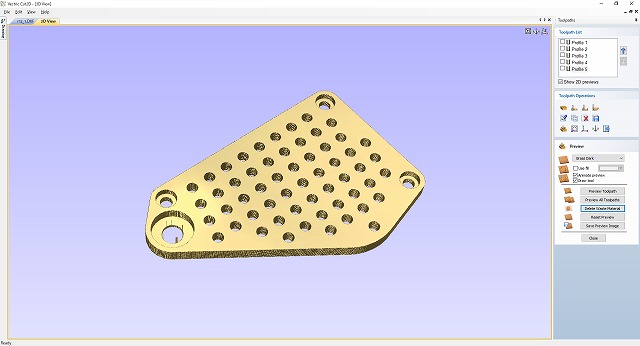
・・・衰えたなあ・・・なんかセンスない。穴が小さいのか?適度に間引いたほうが良かったのか?あまりに不評だったのでやめて、スリットタイプを考えてみたのがコレ。
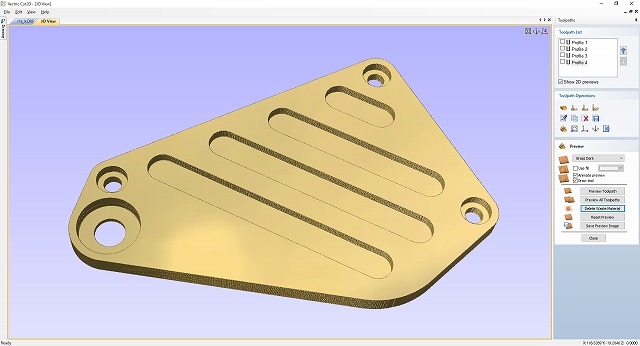
ん、悪くないかもです。スリットは貫通させてもよかったのですが、転倒時に指がスリットに入ると最悪指がちぎれちゃいますから安全性を考慮して深めの抜きにとどめておきました。実際には、レース車検でそういった指摘を受けたくない、が本音なのですが。
純正風も欲しいというリクエストがあったのでそんな感じのやつはコレ。

これはR1Zのステッププレートのデザインを模しています。肉抜きのところに黒い塗料を入れればおそらく純正パーツに紛れて目立たなくなると思います。
この2案を作りましょうか!
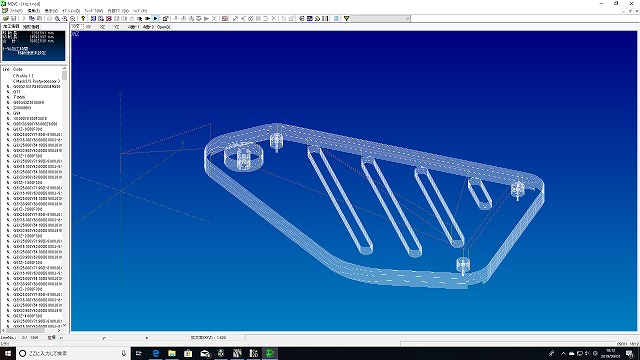
Gコードを起こします。
図面ができましたのでDXFファイルに落とします。このあたりのやり方は、以下にまとめてありますのでそちらのページをご覧ください。
次にCAMソフトを使用して、Gコードを起こします。
私はずーっとCut2Dを愛用していますが、有償ソフトです。今どきはFusion 360とかを使うんでしょうねえ。3Dもできるみたいですし。
いずれにせよ、CAMソフトを使用してGコードを起こしたら、必ず別ソフトで軌跡を確認してください。なぜならCAMの変換ミスでとんでもないパス(軌跡)ができている時がまれにあるからです。ジーっと眺めて想定外の動きをしないかよく確認しましょう。
このあたりの手間を惜しんじゃあいけませんぜ。
材料は2017(ジュラルミン)の8mm板
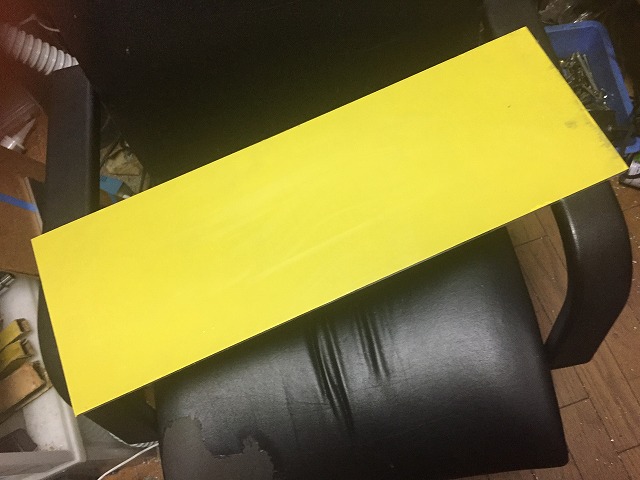
ほとんどの場合、私は材料はMonotaroで仕入れます。
微妙に高い気もしないでもありませんが、何しろ簡単に発注できて到着も早いので妥協しています。一時期、ヤフオクでジュラ切り板が格安で手に入ったのですが、ここのところの金属素材価格高騰によりずいぶん割高になっているような気がします。
材料を切り出し、フライス盤にセットしたらさっそく切削開始!
今回は先日インストールした激安中華ボールねじ(参照:激安に驚け!Amazonで買える中華ボールねじの実力を検証)の性能試験も兼ねていますから結構ドキドキです。
きつめにセッティングしたアリ溝の調整、そして意外にも良好な中華ボールねじの性能によりソフトウエアによるバックラッシュ吸収はなんとゼロ!
今回はベアリングの圧入穴もあるわけで、その性能が白日の下にさらされるわけです。
さて、いきなりフライスはベアリング穴の穴開けに突入。
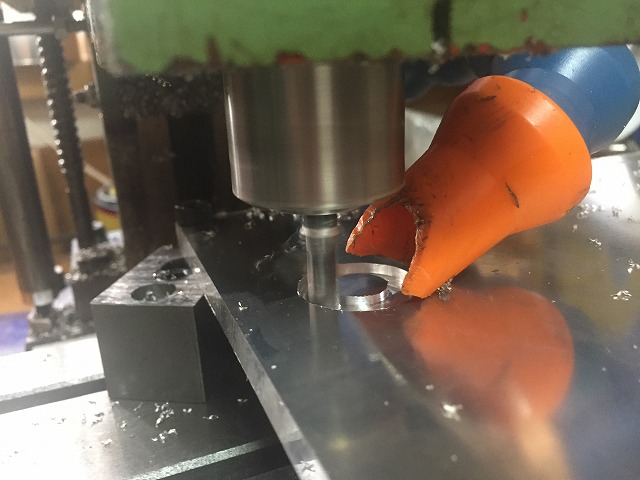
うん、なかなかの精度が出ているような・・・?
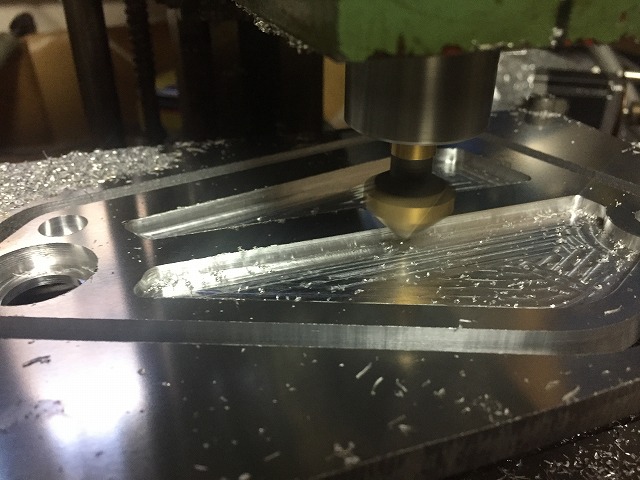
どんどん(自動)切削は進みます。
どんどん切削は進みます。
X-1は値段の割には十分な性能を有していますがやはり本体剛性の不足は否めず、その代償として最大送り値と切込みはかなり小さめ。したがって切削時間はそれなりにかかりますが、そこはアマチュアのんびりと待つわけです。

見ているうちに形ができてくるのは楽しいですね。とはいえずっと見ているわけにもいかずほったらかしなんですが。

ようやく外形の切削に入りました。ちなみにこの段階では粗削りです。

仕上げ削りも終わり、切削完了です!
ベアリング穴の精度は?

円精度はまずまずのようなので、ベアリングを圧入してみます。
・・・うん、少々タイト(0.01~0.02mm?)な手ごたえですがびしっと圧入できました。これはいいですね。素晴らしいコストパフォーマンスです、中華ボールねじ。
お勧めです。

CNC SFU1204 ボールねじとボールスクリュー ナット500mm
カラーも削り出して、R1Z用シフトガイドキット完成です!

削り出した板材を切り出して切り口を成型すればプレート部は完成です。
あとはカラーを3つ切り出してキット完成!
純正風バージョンも作ってみました

デザインをちょっと変えた純正風バージョンも削ってみました。
こちらは製品版仕上げにしてあり、面取りも入れておきました。
面取りを入れると風格?がぐっとアップして美しくなります。手間は少々かかりますが、掛ける価値のあるひと手間です。

まあ、仕上がりはこんなもんです
とは言いつつ、しょせんホビー用マシンを使用して素人が作っていますので機械剛性不足からくる仕上がりの甘さはどうしても・・・。

コンマ1mm未満ですが、側面がうねってしまいます。まあ、この程度であればやすりで削り取るのも簡単ですがこれはそれ、「味」としてそのままとしています。
目指すのは今どきの削り出しパーツじゃありません!80年代のバイクカスタム初期のころの、エンドミル痕も生々しい、手作りのパーツを作りたいのです。なので、私にパーツ作成を依頼される方は「生々しいパーツ」が届きますので、そのあたりはご了承の上ご依頼を頂けますようよろしくお願いいたします。
ということでなんとか今回もパーツを完成させることができました。2019年秋の「テイストオブ筑波」には、このプレートを付けたマシンが最低3台は走っているはずです。
先にも書きましたが8,000円にてお譲り可能です、万が一ご興味がありましたらはメール(kow_2002@hotmail.com)でご連絡をお願いいたします。
以上、「R1Zのシフトサポートを削り出しで作る(中華ボールねじ試験切削)」のご紹介でした。
取り付け事例
このパーツ、ありがたいことにご好評ですでに5セット以上のご依頼を頂いております。
そして、あの関東最大の草レース「テイストオブ筑波」において、このパーツを付けたマシンが3台走るという・・・その品質は折り紙付き?です。
90年代テイストの荒々しいデザインと仕上がり(笑)ご好評です。取り付け事例の画像を頂きましたのでアップ致します。
まずは人気のスリットタイプ。
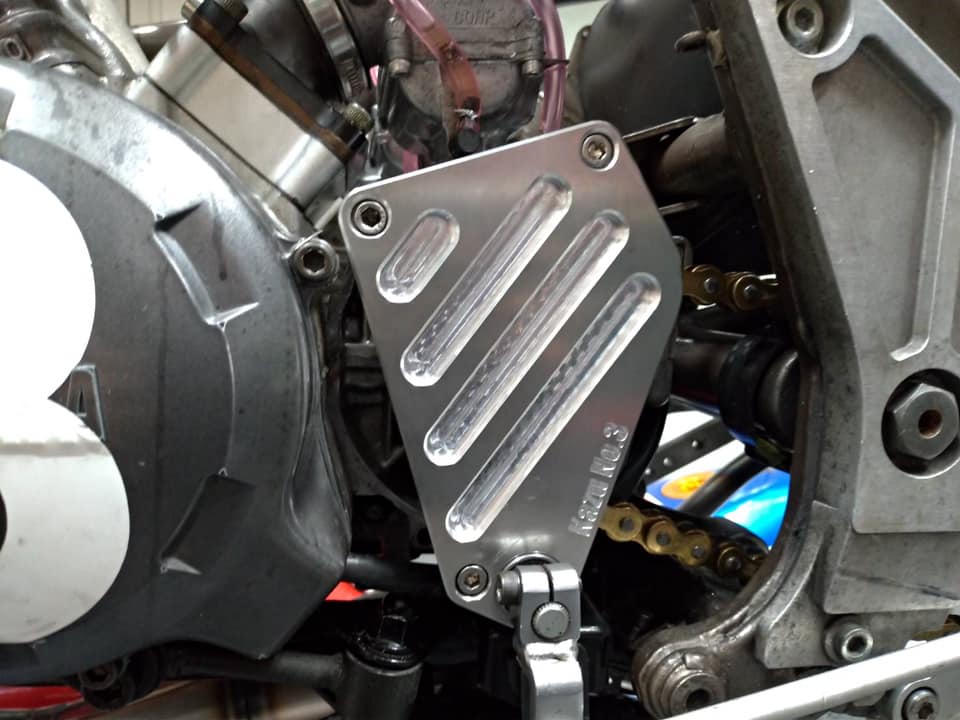
我ながらシャープなデザインとタイトな外形。最近こういう「シンプルかっこいい」パーツ、あまり見ないですよね。
そして純正風。
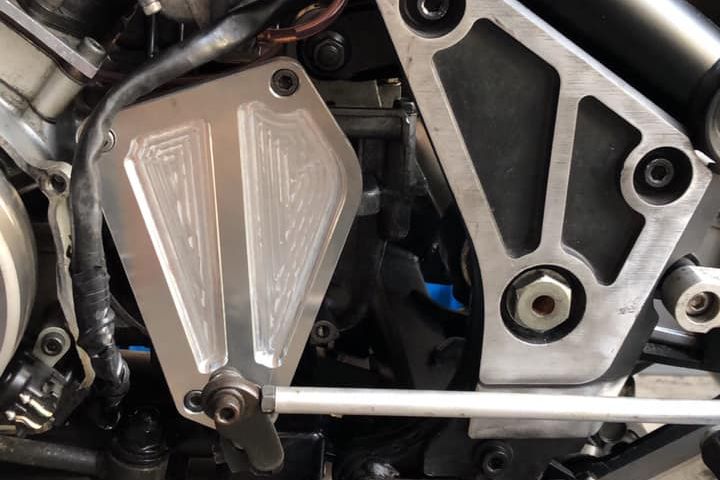
これはぜひ、ご購入された方は肉抜き部に黒い塗装を施していただきたいものです。
あまりこういうことを言ってはいけないのですが、某オークションには1万数千円を超える価格で同様の製品が出品されている様子・・・これ以上は申しますまい。
他の車種についても作成可能です。遠慮なくご相談ください。











